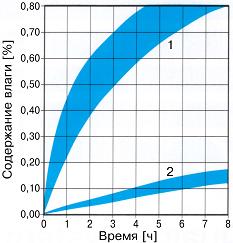
Сорта на простых полиэфирах набирают влагу немного быстрее чем сорта на сложных.
Приведенный ниже график (рис.1) показывает скорость набора влаги в различных условиях.
ПЕРЕРАБОТКА ТЕРМОПЛАСТИЧНЫХ ПОЛИУРЕТАНОВ (ТПУ)
ОБЩИЕ РЕКОМЕНДАЦИИ
Хранение
ТПУ гигроскопичный материал и
способен достаточно быстро набирать
влагу из воздуха.
Сорта на простых полиэфирах набирают влагу немного
быстрее чем сорта на сложных.
Приведенный ниже график (рис.1) показывает скорость набора влаги в
различных условиях.
рис.1
В связи с этим хранить материал
лучше всего в сухом месте
и если возможно
при комнатной температуре.
При хранении материала в холодном
помещении,
во избежание конденсации влаги из воздуха, желательно дать материалу
нагреться
до комнатной температуры.
Сушка материала
Избыточное
содержание влаги в материале может испортить внешний вид
детали
(серебристые полосы), ухудшить физикомеханические
характеристики и создать проблемы
при переработке (отклонения в количестве материала на выходе при
экструзии).
Для получения качественных деталей, содержание влаги не должно превышать
0,05%.
Обычная циркуляционная сушилка, сушильный шкаф, вакуумный шкаф и сушилка
с осушителем воздуха вполне пригодны для этой цели. При использовании
циркуляционной
сушилки или сушильного шкафа толщина насыпаемого на поддоны материала не
должна
превышать 3-4 см.
После сушки материал должен быть помещен в сухой герметичный
контейнер. Стандартные режимы сушки приведены в таблице. При использовании
красителей - суперконцентратов ( СКП ), рекомендуется их также тщательно
сушить,
чтобы содержание оставшейся влаги не превышало
0,05% .
Режимы сушки
ТПУ твердость
Время сушки
Температура сушки
цирк. воздух
осушенный воздух
< Шор А 78
2 - 3 часа
80 -90
70 - 80
Шор А 78 до 90
2 - 3 часа
90 -110
80 - 90
> Шор А 90
2 - 3 часа
100 -110
90 - 110
табл.1Диаграмма сушки ТПУ
рис.2
Окрашивание материала
ТПУ
прекрасно окрашивается гранулированным красителем (СКП)
на его же основе.
Стандартный процент добавления - 2% (но обычно бывает достаточно
0,5 - 1%).
Как более дешевый вариант возможно использование тонкодисперсного СКП на
основе
Полиэтилена (ПЭВД) до 2%, но в случае передозировки СКП на основе ПЭВД может
вызвать
расслоение материала и значительное ухудшение физикомеханических свойств
Добавки
Для
придания ТПУ специфических свойств, в ходе переработки к нему могут быть
добавлены
такие добавки как :
1. УФ стабилизатор
2. Агент облегчающий выемку изделия
3. Антиблок
4. Рентгеноконтрастная добавка ( BaSO4 )
5.Вспениватель - порофор
Все эти добавки и многие другие, могут быть поставлены
отдельно, как гранулированные
суперконцентраты.
Вторичный материал
Без
особого ущерба для качества, в зависимости от
требований предъявляемых к детали,
возможно использование до 30% вторичного материала в смеси с первичным.
Твердость
вторичного материала должна быть близка к твердости первичного. Сильно
загрязненный
силиконовой смазкой материал вызывает помутнение деталей и может ухудшить
физико-
механические свойства.
Отжиг деталей
Термообработка деталей из ТПУ применяется для снятия внутренних напряжений.
Она также может
повысить термостойкость и улучшить устойчивость
деталей к необратимой
деформации.
Отжигать детали лучше всего в циркуляционной печи в течении 15 - 20 часов.
Температура отжига
зависит от твердости исходного ТПУ (табл.2).
Твердость сорта ТПУ
Температура отжига 0С
< 87 Шор А
80 - 90
87 - 98 Шор А
90 - 100
> 98 Шор А
100 - 110
табл.
2
Особое
внимание необходимо обращать, чтобы детали процессе отжига
не были нагружены
т.к. нагрузка при высокой температуре может серьёзно их деформировать. В
качестве
примера влияния отжига на свойства материала приведена следующая таблица
(табл.3).
Свойства
ТПУ с твердостью 90 Шор А
без отжига
после отжига
ед.изм.
Твёрдость
91
91
Шор А
Прочность на разрыв
42
48
МПа
Удлинение
570
580
%
Усилие разрыва
80
98
Н/мм
Потери при износе
54
22
мм3
Необратимая
деформация при 70 0С60
33
%
табл. 3
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Оборудование
Обычный однозаходный, 3-х зонный шнек может использоваться для переработки
ТПУ.
Из за высоких сдвиговых напряжений возникающих в материале при пластикации
не рекомендуется
применение шнеков с коэффициентом сжатия большим чем
- 2,5
Наиболее
распространенный
дизайн шнека приведен на рис.3
рис.3
Кольцевой обратный клапан, автоматически закрывающееся
или открытое сопло
необходимы для нормальной переработки литьем под давлением. Не рекомендуется
использование игольчатого запорного клапана т.к. при этом создаются большие
сдвиговые напряжения, которые могут повредить материал. Дизайн наконечника
шнека должен обеспечивать отсутствие застойных зон.
Параметры переработки
Температура
Для получения качественных деталей значения рабочих
температур должны выдерживаться
как можно более точно. Температура
переработки также
зависит от твердости ТПУ (табл.4).
Твердость сорта ТПУ
Температура цилиндра 0С
Температура сопла 0С
Температура расплава 0С
60 - 80 Шор А
160 - 190
180 - 190
185 - 190
85 - 95 Шор А
170 - 200
190 - 200
195 - 200
98 - 74 Шор А
190 - 210
200 - 210
205 - 210
табл.
4
Рекомендуется тщательно измерять температуру и поддерживать её в соответствии
с указанной в таблице.
Пластикация
Высоковязкий расплав ТПУ весьма чувствителен к сдвиговым
деформациям поэтому окружную скорость вращения
шнека 0,2 м/с лучше не превышать.
Значение максимальной скорости вращения легко может быть найдено по графику
(рис.4)
Соотношение диаметра шнека - скорость вращения
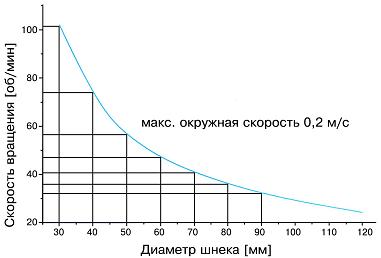
рис. 4
Давление впрыска и выдержки
Выбирается оптимальным для отсутствия утяжин на изделии. Слишком
высокое
давление выдержки может затруднить выемку изделия из формы.
Обратное давление
Для нормальной пластикации достаточно 5 бар. Но из за повышенной
чувствительности
к сдвигу давление 20 бар лучше не превышать.
Скорость впрыска
Выбирается как можно более низкой обеспечивающей
нормальное заполнение
в соответствии с видом впускного канала и толщиной стенки.
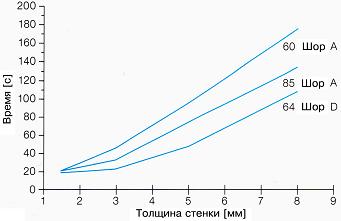
Время цикла
Его основная составляющая - время выдержки, которое зависит от
температуры формы,
толщины стенки изделия и твердости ТПУ.
Приблизительные значения времени цикла от толщины стенки
можно определить по графику на рис. 5
рис.5
Проектирование формы
Материал формы
Стальные сплавы обычно используемые при
проектировании прессформ вполне пригодны
для ТПУ. Алюминиевые сплавы также широко используются для изготовления
оформляющих
поверхностей в обувной промышленности.
Вентиляционные каналы
Во
избежание попадания оставшегося в форме воздуха в расплав, форма
должна иметь
выпускные каналы 0,02 - 0,05 мм толщиной. Особое внимание вентиляционным каналам
должно быть уделено при проектировании прессформы для переработки вспененного
ТПУ.
Оформляющая поверхность
Для облегчения выемки изделия из прессформы оформляющая
поверхность должна
иметь шероховатость высотой 25 - 35 мкм. Полированная и хромированная
поверхность
может вызвать прилипание детали.
Толкатели
По сравнению с обычными полимерами диаметр
толкателей для ТПУ должен быть в 2-3 раза
больше и обеспечивать вентиляцию для компенсации вакуума при выталкивании.
Усадка
Усадка ТПУ зависит от следующих параметров:
конфигурации детали
толщины стенки
вида впускного литника
условий переработки (температуры формы и расплава, давления впрыска и выдержки)
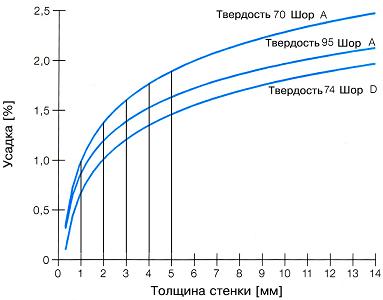
Полная усадка складывается из литьевой и после-литьевой усадки.
Примерные значения полных усадок для материалов с различной твердостью
показаны на рис.6
рис.6
ТПУ относится к эластичным материалам и при впрыске
или выдержке под большим
давлением
возможно переуплотнение материала способное существенно снизить
усадку.
Большое влияние на усадку оказывает отжиг детали, т.к. при этом полностью
проходит
после-литьевая усадка.
Значения усадки для образца ТПУ с твердостью 85 Шор A
и толщиной 3 и 6 мм.
Образцы не прошедшие отжиг - рис.7 и после отжига - рис.8
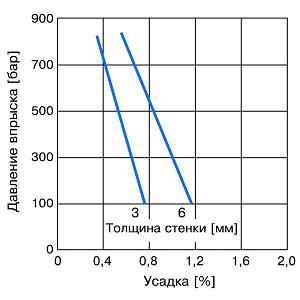
рис.7
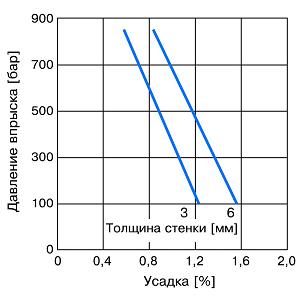
рис.8
Примерные значения усадок для стеклонаполненных сортов:
в направлении потока 0,1-0,2 %
в направлении перпендикулярном потоку 0,2-0,5 %
Литье с металлическими вставками
Для получения качественного сцепления ТПУ с
материалом вставки, предпочтительно
использование сортов ТПУ без лубрикантов (смазывающих добавок) и предварительная
обработка поверхности вставки (обезжиривание и покрытие праймером).
Несмотря на хорошую адгезию ТПУ, желательно предусмотреть конструктивные
элементы (желобки, накатка, отверстия и т.п.) обеспечивающие прочность
соединения.
В случае массивных вставок - рекомендуется их предварительный подогрев.
Литье с полимерными закладными элементами
ТПУ обладает хорошей адгезией к широкому спектру
полимеров. Исключение составляют
полимеры полиолефинового ряда. Без специальной обработки сила сцепления с ними
невысока.